
Personigitaj plastaj partoj


Kiel unu el la plej konkurencaj muldilfabrikistoj kaj injektmuldaj kompanioj en Ĉinio, ni servas vastan gamon da industriaj aplikoj, inkluzive de hejmaj aplikoj, aŭtoj, elektronikaj, medicinaj, agrikulturaj, minaj kaj ktp.
Niaj servoj inkluzivas:
- CAD-dezajno/muldila fluoanalizo/DFM
- Speciala injekta muldilo, fabrikado de premgisado
- Plasta injekta fandado
- Prototipado, malgrand-voluma produktado
- Pentrado, kapablo-presado, muntado
Enkonduko
Nia injekta muldada ateliero ekipas 12 arojn da plastaj injektaj muldaj maŝinoj, kun povumo de 40 tunoj ĝis 800 tunoj. Ni provizas aŭtomatajn produktadservojn 24 horojn tage, 7 tagojn semajne. La plasta rezino, kiun ni elektis, kovras vastan gamon, inkluzive de ABS, PC, PP, PA, PMMA, POM, PE ktp.
Ni konstruas la ŝimojn por plasta injekta muldado. Ĉe la komenco de la ŝimdezajno, ni konsideras la injektan muldadon, ĝi permesas al ni atingi la plej mallongan muldan ciklotempon, minimuman bontenadkoston, kio finfine profitigos niajn klientojn. Malgrandkvantaj produktadmendoj ankaŭ estas bonvenaj, ĉiam okazas kiam klientoj sentas, ke la kosto estas neeltenebla, precipe la kosto de ŝimfabrikado. Nia ŝimo kapablas provizi plenan gamon da solvoj por malaltigi vian buĝeton por malaltkvantaj projektoj kun bona kvalito. Niaj fakuloj kunlaboras kun vi por trovi la plej bonan solvon por viaj kompanioj.
Ni havas sperton pri diversaj plastaj injektaj muldiloj por aŭtoj, medikamentoj, lumigado, sportekipaĵo, hejmaj aparatoj kaj agrikulturo. Nuntempe ni havas 20 bonegajn inĝenierojn en nia kompanio, plejparte kun bona edukado en la plasta injekta mulda industrio, ili fieras pri sia laboro, kaj ni kapablas provizi 20 arojn da injektaj muldiloj monate. Por kontentigi la plej altajn postulojn de tutmondaj kompanioj, ni kontinue investas en la plej novan teknologion kaj ekipas la plej modernajn muldilfabrikojn. Ni havas plenan internan kapaciton por fabrikado de plastaj injektaj muldiloj, injekta muldado, pentrado kaj muntado. Nia ekipaĵo inkluzivas, sed ne estas limigita al: 8 aroj de CNC-oj, precizaj 0.005mm; 14 aroj de spegula elektroerozia maŝino, 8 aroj de malrapida dratotranĉado, 12 aroj de injektaj muldiloj de 40 tunoj ĝis 800 tunoj, 1 aro de 2D-projekcia mezurado, 1 aro de CMM. Ni povas konstrui plastajn muldilojn kaj premgisaĵojn kun maksimuma pezo de 7.5 tunoj, kaj mulditajn plastajn partojn kun maksimuma pezo de 1200g. Ni ankaŭ uzas la progresintan CAD/CAM/CAE sistemon, ni povas labori kun datenformatoj en pdf, dwg, dxf, igs, stp ktp.
Funkciprincipo
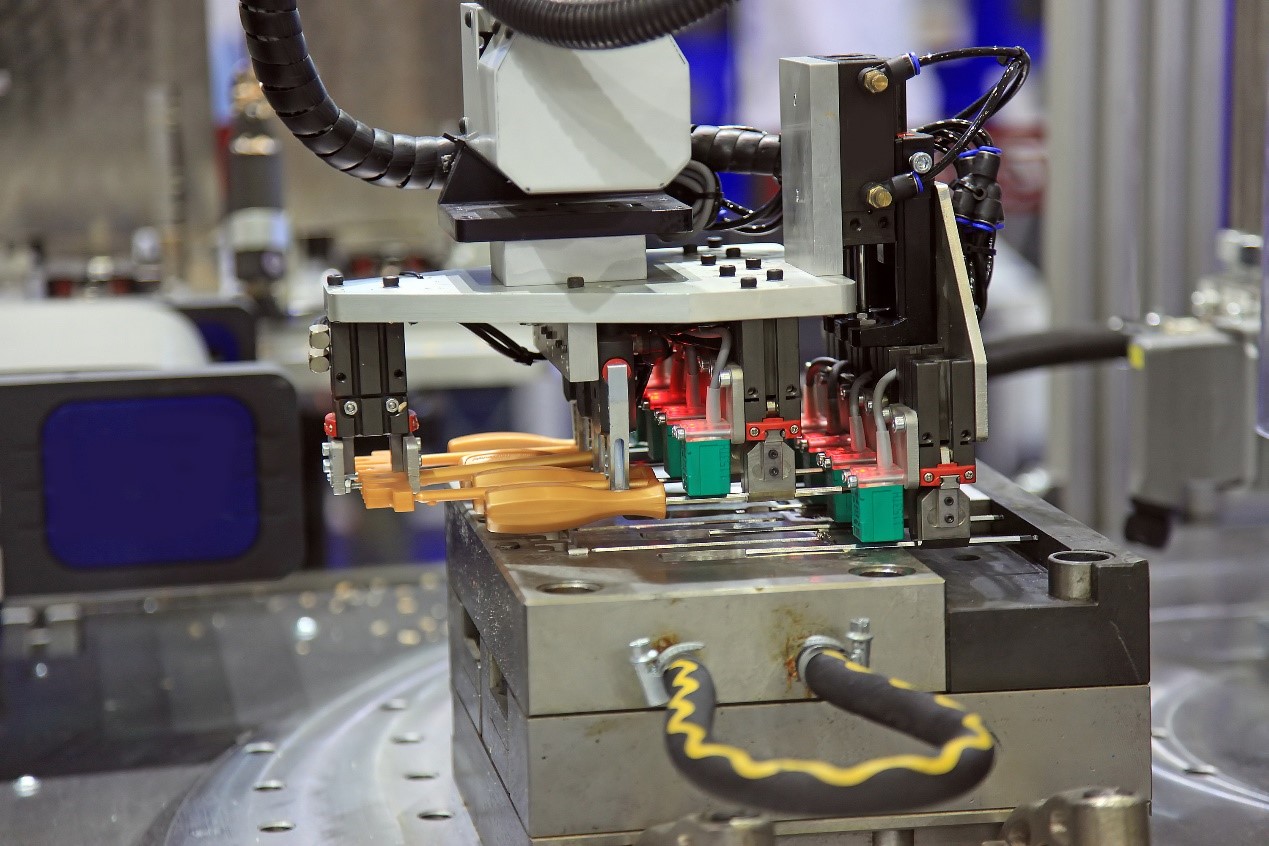
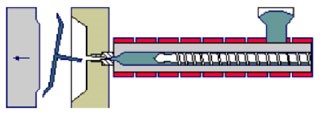
Injekta fandado estas procezo por formi plastan rezinon en la deziratan formon. Injekta muldmaŝino premas la fanditan plaston en la muldilon, kaj malvarmigas ĝin per malvarmiga sistemo en solidan desegnitan formon. Preskaŭ ĉiuj termoplastoj uzas ĉi tiun metodon. Kompare kun aliaj prilaboraj metodoj, injekta muldado havas avantaĝojn de precizeco, produktiveco, pli altajn postulojn pri ekipaĵo kaj muldilkostoj, do ĝi estas ĉefe por grandkvanta produktado de injektaj mulditaj partoj.
Injekta muldmaŝino estas ofte uzata per piŝta cilindro/ŝraŭba cilindro. Injekta mulda procezo: la kruda materialo estas enigita el la ujo en la barelon, la piŝto komencas puŝi, la kruda materialo estas puŝita en hejtilan zonon kaj poste tra la preterpasa navedo, la fandita plasto tra la ajuto en la muldilan kavaĵon, poste akvo aŭ oleo fluas tra la desegnita malvarmiga sistemo por malvarmigi la muldilon kaj akiri plastan objekton. Injekta muldita parto estas tipe bezonata por taŭga traktado el la muldila kavaĵo por forigi la streĉon generitan dum la mulda procezo, por havi bonan dimensian stabilecon kaj funkciadon.
Ses stadioj deplasta injekta fandadoprocezo
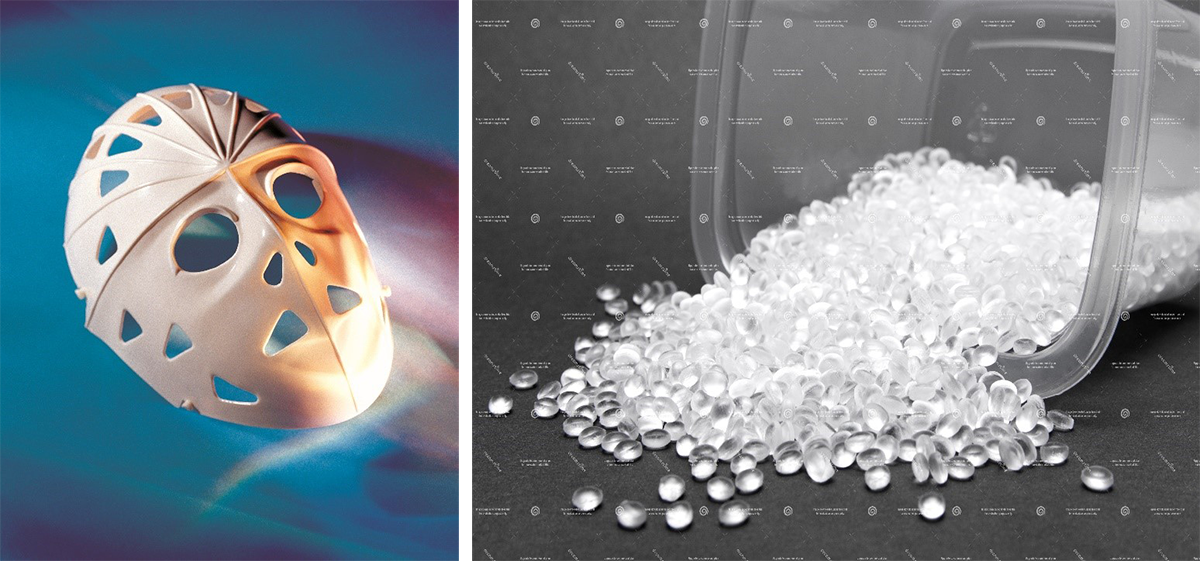
La procezo de plasta injekta muldado komenciĝas per gravita enigo de poliolefinaj buletoj el ujo en la injektan unuon de la muldmaŝino. Varmo kaj premo estas aplikataj al la poliolefina rezino, igante ĝin fandiĝi kaj flui. La fandita materialo estas injektita sub alta premo en la muldilon. Premo estas konservata sur la materialo en la kavaĵo ĝis ĝi malvarmiĝas kaj solidiĝas. Kiam la temperaturo de la plasta parto estas pli malalta ol la distorda temperaturo de la materialo, la muldilo malfermiĝas kaj la plasta parto estas elĵetita.
La kompleta injekta procezo nomiĝas mulda ciklo. La periodo inter la komenco de la injekto de la fandita materialo en la muldilan kavaĵon kaj la malfermo de la muldilo nomiĝas la krampoferma tempo. La tuta injekta ciklotempo konsistas el la krampoferma tempo plus la tempo bezonata por malfermi la muldilon, elĵeti la plastan parton kaj fermi la muldilon denove. La injekta muldilo transdonas la rezinon en mulditajn partojn per fandado, injektado, pakado kaj malvarmigociklo. Plasta injekta muldilo inkluzivas la jenajn ĉefajn komponantojn kiel sube.
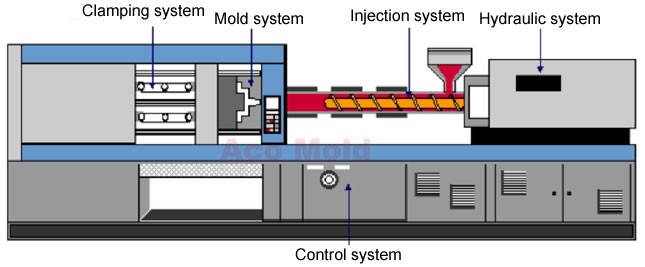
Injekta sistemo: enigu la krudmaterialojn en cilindron, varmigu kaj fandu ĝin, puŝu la fanditajn materialojn en la kavaĵon tra la rezervaĵo.
Hidraŭlika sistemo: provizi la forton de injekto.
Ŝimsistemo: ŝarĝi kaj kunmeti la muldilon.
Fiksa sistemo: provizi pakan forton.
Kontrolsistemo: regi agon, malvarmigsistemon.
Prema forto estas ofte uzata por identigi la kapaciton de la plasta injekta muldilo, aliaj parametroj inkluzivas injektan volumenon, injektan rapidecon, injektan premon, ŝraŭbon, aranĝon de la injekta stango, muldilan grandecon kaj la distancon inter la ligstangoj. Plastaj injektaj muldiloj povas esti dividitaj en plurajn kategoriojn, krom ĝeneraluzeblaj maŝinoj por normalaj plastaj partoj sen alta precizeco aŭ nekutima dezajno, ekzistas maŝinoj kun strikta toleranco precipe por altprecizaj partoj, kaj altrapidaj maŝinoj por maldikmuraj partoj.
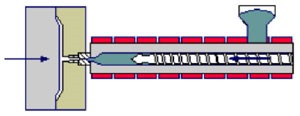
Tuta injekta mulda procezo inkluzivas la jenajn ses paŝojn
1) La muldilo fermiĝas kaj la ŝraŭbo komencas moviĝi antaŭen por injekto.
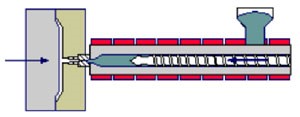
2) Plenigante, elĵetu fanditajn krudmaterialojn en la kavaĵon.
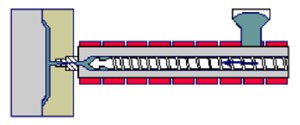
3) Paku, la kavaĵo estas pakita dum la ŝraŭbo kontinue moviĝas antaŭen.
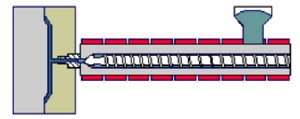
4) Malvarmiĝo, la kavaĵo malvarmiĝas dum la pordego frostiĝas kaj fermita, la ŝraŭbo komencas retiriĝi por plastigi materialon por la sekva ciklo.
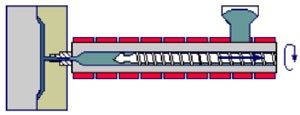
5) Muldilo malfermiĝas kaj parto elĵetas, la muldilo malfermiĝas kaj partoj estas elĵetitaj per elĵeta sistemo.
6) Fermu, la muldilo fermiĝas kaj la sekva ciklo komenciĝas.
PO-Proceduro
De la enketo ĝis la fermo de la mendo-mendo, ni havas norman proceduron por sekvi, kiu helpas kaj internajn kaj klientojn ĉiam klarigi nian staton. La transiro de ĉiu paŝo ankaŭ estos pli facila kaj glata.
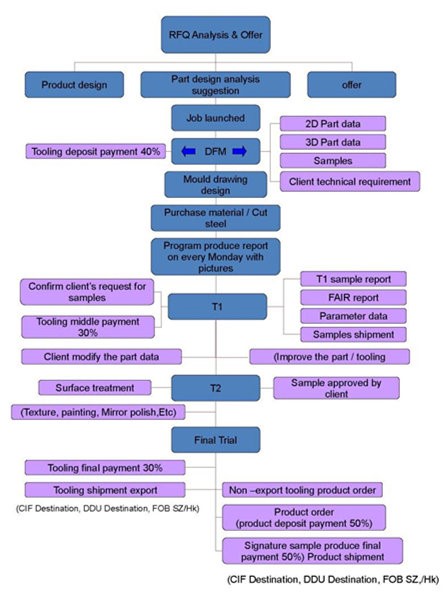
Mendoprocezo de eksporta injekta plasta muldilo:
- Ricevis 2D/3D partdesegnaĵon de la kliento, projektdirektoro okazigis komencan kunvenon por revizii datumojn de la kliento kun ŝimdizajnistoj, ŝimfabrikistoj, kvalitkontrolmanaĝero, PMC. Kolektis ĉiujn diskutitajn informojn, sendis DFM-raporton al la kliento por konfirmo.
- DFM-raporto enhavas ĉiujn necesajn informojn antaŭ la projektado kaj fabrikado. Ŝimpordega vojo, elĵeta vojo, aranĝo de injektaj stiftoj, aranĝo de partoj, ŝimdisiga linio, malvarmiga linio. Specialaj strukturaj trajtoj kiel glitiloj, angulaj leviloj, finpoluro de ŝimkerno kaj kavaĵo, gravurado ktp.
- Post kiam ĉiuj detaloj estos diskutitaj, la muldildezajno komencos kaj 2D-aranĝo de la muldildezajno estos provizita al la kliento ene de 1-3 tagoj, muldildezajno en 3D daŭras 3-7 tagojn depende de la komplekseco de la muldilo.
- Sendu la ŝimdezajnon al la kliento por aprobo, komencu mendi la ŝimŝtalon, ŝimbazon, kaj akcesoraĵojn post la deponejo. Procezraporto estos sendita kaj montros la tutan planitan procezon. Semajna raporto estos sekvata dum la ŝimfabrikada procezo progresas ĝis ĝi finiĝos.
- La unua provo de la muldilo montras ĉu la tuta mekanismo de la muldilo funkcias ĝuste, ĉu la geometrio de la parto estas ĝusta. Ni kontrolas la malvarmigan sistemon de la muldilo, la injektan sistemon de la muldilo, la elĵetan sistemon de la muldilo ktp. Post ĝusta modifo, T1-mulditaj plastaj specimenoj estos senditaj al la kliento kune kun dimensio-raporto kaj injektaj muldaj parametroj. Normale ĝi estas 90% de perfekteco.
- Akiri komentojn pri specimenplibonigo, funkcio, aspekto, dimensio post korektoj, fini la teksturon/poluradon, gravuradon, sendi la specimenojn por fina aprobo.
- Faru malgrandan aŭtomatan funkciadon kaj CPK-raportstudon por certigi la stabilecon de la iloj.
- Pakado de la ŝimo per ligna skatolo, se la ŝimo estas sendita mare, ni atentas aparte la vakuan pakadon por eviti ruston. La pakaĵoj inkluzivas ĉiujn 2D/3D-ŝimdezajnajn desegnaĵojn, NC-programajn datumojn, kupron, rezervajn partojn, interŝanĝeblajn enigaĵojn, ktp.
- Sekvi la laboran plenumon de la ŝimo en la fabriko de klientoj kaj provizi necesajn servojn.
Ni eĉ povas fabriki grandajn plastajn produktojn laŭ la postuloj de klientoj, kiuj estas vaste uzataj en minado, industrio, konstruado kaj tiel plu. Bonvolu konsulti la fabrikon pri specialaj postuloj.












